やっとスタートラインの起工式となりました(晴れてよかった)。
起工式は陸上の建築でいう「地鎮祭」にあたる神事です。造船所で船の建造が本格的に始まる前に、工事の安全と無事な完成を祈願しました。ちなみに、進水式までは船に名前は付かず、我々の漁業調査船は「第1061番船」という形で神事を行いました。
通常の神事にあるようにお祓いや祝詞の奏上等があった後、地鎮祭での鍬入れの儀に当たる「鎚打ちの儀」を行いました。鎚打ちの儀は、神職がお祓いした鋼材を金鎚でカンカンカンカンと三度打ち鳴らすものでした(造船場によっていろいろなパターンがあるそうです)。


その後、玉串奉奠を行い、式終了後には水産試験場長からお礼と無事に工事が進み、素晴らしい船が出来上がることを期待する旨の挨拶を行いました。


また、6月3-4日は、第4回建造会議を行い、各種図面の確認等を行いました。
新鳥取丸の鋼材の材料検査を塩釜市にある東北重機工事株式会社の構内で行いました。
鋼材は4月21-23日、5月13-19日に納品された計212.2トン。これで概ね9割で、船殻ブロック等を製作する際に、型を抜いた後の鋼材を再利用したりしながら、なるべくフル活用し、足りない分は後ほど追加するとのこと。
さすがにこの量(下の写真で写っている鋼材)全部をチェックすることは出来ませんので、規格、厚さ等が異なる鋼材を抽出し、検査を行いました。

まずは抽出された鋼材が、ミルシートと呼ばれる鋼材検査証明書に記載のある製品番号のものであるかどうかを確認します。


その後、巻尺で幅、長さ、ノギスで厚さを測定し、既定の数値以上であるかを検査します(ピッタリ数値どおりでなく、少しだけ大きい数値)。ちなみに、鋼材の記載がある「KAM」は、Kが日本海事協会の船級規格に合格した造船用鋼材、Aがグレード(Aが良いではなく用途で異なる)、M(MかSがあり脱酸素の方法らしい)です。



すべての鋼材は、防腐処理の塗布がされており、これを磨いたのち曲げ加工等を行うとのこと。
ちなみに気仙沼のみらい造船から塩釜の東北重機工事に、曲げ加工の職人さん達が派遣されており、みらい造船の手で加工されていました。木型を基準に曲げのアールであったり、均一の高さになっているか等、本当に細かに調整しながら作業をされていました。

ナカシマプロペラ株式会社から新鳥取丸の目玉の一つのポンプジェットが完成したとのお声がけがあり、陸上検査に立会しました。
当日は船員3名が、本船に搭載されるSPJ57N型ポンプジェット装置を工場内で実際に動かしてもらい、特徴である「360度全方向の推進補助」の動きや音などを確認しました。
動きは非常になめらかで音もうるさくないと非常に好印象だったようで、すぐに報告がありました。ナカシマプロペラの皆様、ありがとうございました。



長崎船舶装備株式会社には、コンセプトルームの展示があるとのことで、見に行かねばということで、長崎に行きました。
船長、船員室等、用途別(内航船、漁船、外航船)に造作されたものが工場内にあり、工場の方に解説していただきました。
やはり船室はかなり限られたスペースとなります。ここを如何に快適に過ごせるよう、スペースの有効活用や、灯や色でリラックスできるような配慮等、実際に見ながら設計担当と新鳥取丸の内装の詰めが出来たことは非常に有意義でした。間接照明の仕様にしとけば、、、といった後の祭り的なことも間々ありましたが。あと目の毒になりそうなリッチな仕様の部屋もありました(外航船の船長室)






ショールーム見学後、長崎船舶装備株式会社の本社に移動して、とても景色の良い会議室で、内装の打ち合わせを行いました。
一番の収穫は、マットレス。実際に船員が寝てみて、厚みや硬さが確認でき、仕様が固まったのが良かったです。

土砂降りの中でしたが、長崎造船株式会社と島根県水産技術センター御担当様の御厚意で、建造中の島根丸を見学させていただきました。
まずは、長崎造船の立地にびっくり!本当に市街地です。さすが水産都市、長崎!
ちなみに長崎造船の近くには大浦天主堂がありました。
建造中の島根県漁業試験船「島根丸」は、船殻ブロックが積みあがっており、工場内で製作中のブルワーク部分が載れば、下部分が出来上がる状況でした。長崎造船の船は曲線がキレイな印象があるので、製造中のブルワークが見えたのは嬉しかったです。



その他、大中型まき網の火船等も桟橋にはありました。
「船尾が長いな~」と長崎造船の方に話をしたら、「この搭載船(作業船)が載るんですよ」とのこと。


搭載船、可愛かったです。

一般配置図、中央横断面図、機関室配置図、居住区配置図、配管・配線系統図等々の図面と、各種仕様の確認、協議簿等を「確認図書」という形で造船所が作成した資料を船主である我々、監督業務を委託している一般社団法人海洋水産システム協会の担当者で確認作業が随時行われています。
11月11‐12日には、機装設計関係(機関室配置図、配電盤室配置図、機関室諸管系統図)、艤装設計関係(諸室配置図、カラープラン)、電装設計関係(主に操舵室制御盤)について集中的に協議をするため、みらい造船@気仙沼で建造会議が行われました。

折しも石川県漁業調査指導船「白山丸」がみらい造船にてドックしていましたので、第一鳥取丸クルーと見学させていただきました。居室の一部仕様や床材等、現在検討中の案件の参考になりました。御対応いただいた白山丸船長様はじめ船員の皆様、ありがとうございました。

おまけで、地方卸売市場「気仙沼市魚市場」で延縄漁船のメカジキ等の入札を見てきました。
魚の目利きは、境漁港で水揚げされるクロマグロと類似点があり、興味深かったです。

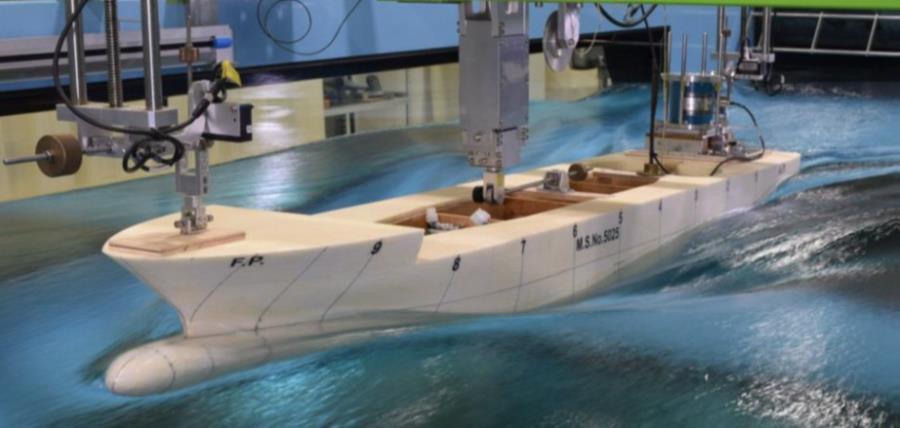
今回設計している調査船の大きさを縮小した模型船を使い、船の性能を推定するための水槽試験を行っています。
今回の水槽試験は、船型検討を行うもので、船体の表面をどう水が流れるかを確認し、より省エネとなる(水がうまく流れる)船型とするよう微修正などが行われました。現地には行けませんでしたが、リアルタイムで動画配信していただき、「こんなことをするのか」「プロペラ部に向け水が集まっている!」と興味深いものでした。
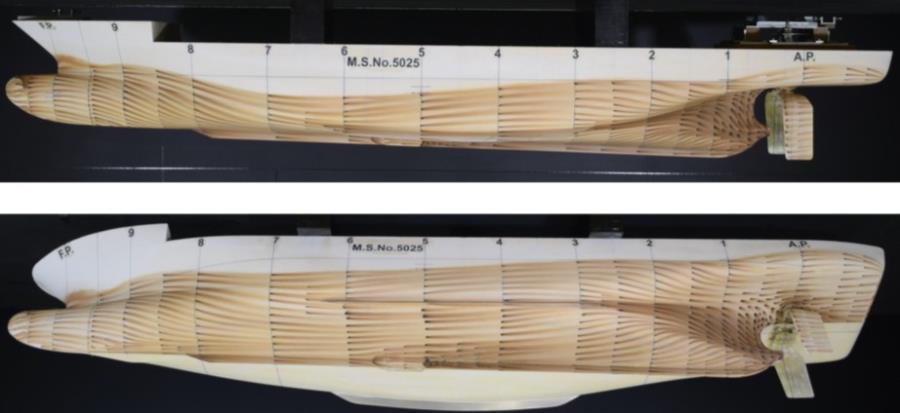
船底設置型のポンプジェットを補助推進器と採用しているため、キール(人間の背骨に当たる船底中央に板状で飛び出ている部分)が船首からありません。特殊形状の2枚舵のゲートラダーと併せると他に類を見ない船底形状となります。
御協力頂く各メーカーの担当者様とみらい造船の皆様、そして我々鳥取県で建造会議を行いました。
場所はYANMAR TOKYO(ヤンマー東京:https://www.yanmar.com/jp/yanmar_tokyo/about/)。各メーカーが入れ替わりしながら御提案と協議を行う形式で、参加人数も多いことから、ヤンマーパワーテクロノジー株式会社の御協力により、東京駅八重洲口から地下通路で直接繋がるアクセス抜群な場所で会議をさせていただきました。


これからの詳細設計に向け、仕様の確認やどこまでがどこの所掌かといった役割分担など、多岐にわたった協議が2.5日に渡り行われました。個人的に最も興奮したのが、ゲートラダーが吊り舵で、シューピース(舵下の支え)がないことを活かし、このクラスで最長となるプロペラ径のスクリューが導入される見込みです。
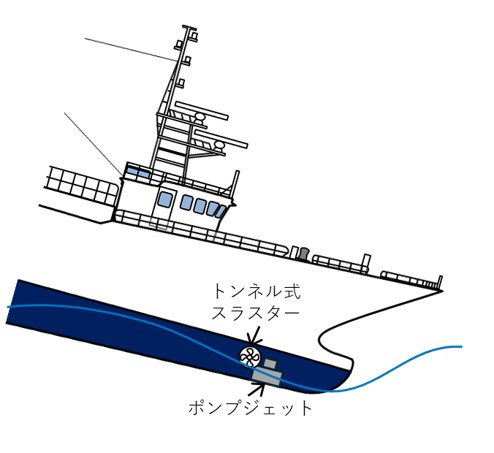
比較的大きな船舶には、船尾側の舵とスクリュー(プロペラ)だけでは出来ない横の動きをサポートするため、スラスターという推進補助装置が備え付けられています。現船の試験船「第一鳥取丸」にもバウ(船首)スラスターを備え、出入港時等に活躍しています。
現船のスラスターは、よくある型のトンネル式で、船体の左右を貫通するトンネルを設け、その途中にプロペラを設置する構造ですが、新船で装備するスラスターは船底に設置するナカシマプロペラ株式会社のポンプジェットSPJ57Nを採用しています。



※ナカシマプロペラ株式会社からの提供
このポンプジェットには大きく2つのメリットがあります。まず一つ目は360度、全方向の推進補助が可能となります(トンネル式は左右のみの推進補助)。出入港の横の動きだけでなく、かにかごの試験操業で漁具を回収する際の活躍を期待しています。
かにかごの漁具回収は、まず旗竿とフロートの間のロープをスマル(小さい錨)で引っかけるところからスタートするのですが、旗竿に寄せきれない場合等、スマルを引っかけるのにミスすることがあります(2~3個投げるんですが)。ミスすると大きな船は小回りがきかないため、同じ場所に戻ってくるのに15分程度かかってしまってしまうんです。しかしポンプジェットがあれば、舵とスクリューで旗竿近くまで行った後、ポンプジェットで微速で旗竿に接近することが可能になります。これで百発百中となるはずです。
また、かにかごは延縄状に漁具が多数入っており、ロープを船で起こしながらウィンチでかごを回収していきます。この際にも、ポンプジェットで細かい軌道修正をしながら、投入したロープの軌跡に沿いながら微速で進み回収すれば、スクリューに漁具を巻き込むといったトラブルもなくスムーズに調査が出来ると考えています。


二つ目は、船底にあるため、波高が高い状況でも回頭が出来ることです。調査船調査は2~3日程度(最長5日)の航海となりますが、どうしても時化をしのぐ場面が出てきます(日本海は甘くない!)。この場合、船首を風(波)に対して立てるため、パラシュートアンカー(右上の写真参照)を打ちます。パラシュートアンカーを投入した際には、船首をパラシュートから離すため、スラスターを使うのですが、荒天時だと、トンネル式スラスターは下図のように水面から出たり入ったりするため、うまく回頭できない場合がありました。ポンプジェットは船底にあり、水面から出るようなことはないため、どのような状況でも回頭できることから、これが改善されます。躊躇なくパラシュートアンカーが打てることで、安全と安心の面が向上すると考えています。
 ※荒天時のイメージ
※荒天時のイメージ
今回の漁業調査船では、海外製品を使わないようにしています。理由は現船同様に30年程度と長期使用になると、どうしても機器の故障が発生します。これが海外製の調査機器等になると、費用もですが、直るまでの期間が長く、いつ直るか見通せないことが最大のネックとなります(直しに出しても半年間、音沙汰なしといった具合)。ポンプジェットはドイツのSCHOTTEL社製のものですが、今回導入するSPJ57Nはナカシマプロペラが販売だけなく製造ライセンスも取得し、国内製造している型番になります。長期使用のアフターフォローも考慮して選定したものになります。